挤出成型在塑料加工中又称为挤塑,在非橡胶挤出机加工中利用液压机压力于模具本身的挤出称压出。是指物料通过挤出机料筒和螺杆间的作用,边受热塑化,边被螺杆向前推送,连续通过机头而制成各种截面制品或半制品的一种加工方法。
挤出成型是一种高效、连续、低成本、适应面宽的成型加工方法,是高分子材料加工中出现较早的一门技术,经过100多年的发展,挤出成型是聚合物加工领域中生产品种多、变化多、生产率高、适应性强、用途广泛、产量所占比重大的成型加工方法。
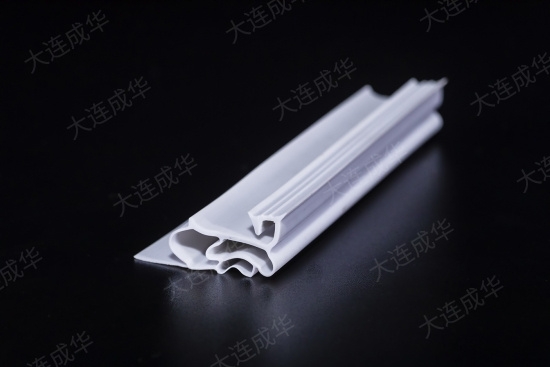
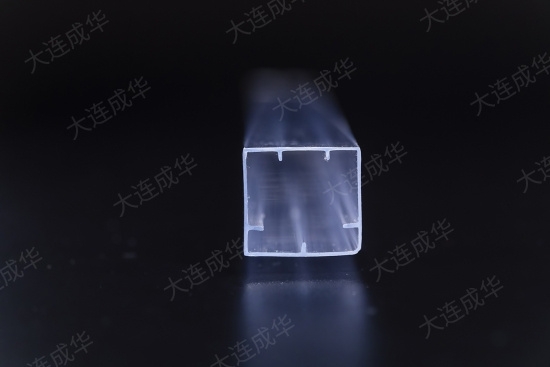
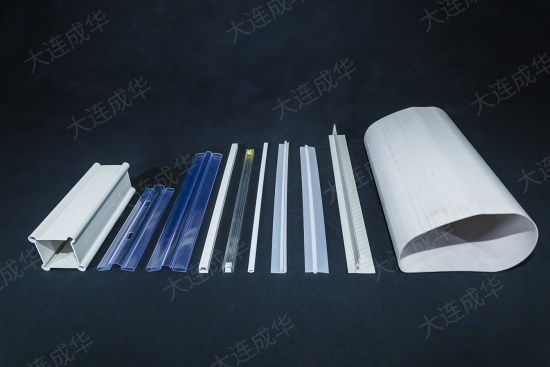
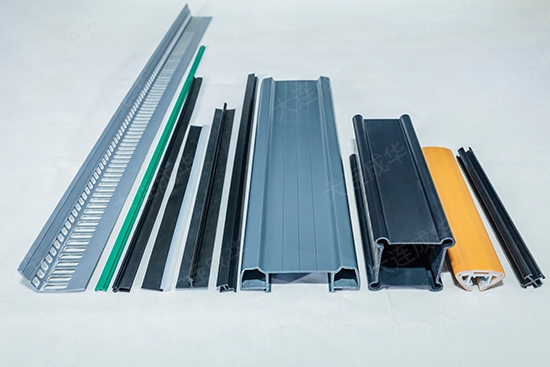
挤出成型是塑料材料加工主要的形式之一,它适合于除某些热固性塑料外的大多数塑料材料,挤压成型方法能生产管材、棒材、板材片材、异型材、电线电缆护层、单丝等各种形态的连续型产品,还可以用来混合、塑化、造粒、着色和高分子材料的共混改性等。并且,以挤出成型为基础,配合吹胀、拉伸等方法的挤出——吹塑成型技术和挤出——拉幅成型技术是制造薄膜和中空制品等的重要方法。
挤出过程可分为两个阶段:一阶段是使固态塑料塑化(即变成黏性流体)并在加压下使其通过特殊形状的口模而成为截面与口模形状相仿的连续体;第二阶段是用适当的方法使挤出的连续体失去塑性状态而变成为固体即得所需制品。
挤出成型温度有料筒温度、塑料温度、螺杆温度,一般我们测料筒温度。温度由加热冷却系统控制,由于螺杆结构、加热冷却系统不稳定、螺杆转速变化等原因使挤出物料温度在径向和轴向都存在波动,从而影响制品质量,制品各点强度不一样,产生残余应力,表面灰暗无光泽。为保证制品质量,温度应稳定。